
Pontos vágási követelmények megértése kemény kőzetek alkalmazásaiban
A pontos vágás kemény kőzetek környezetében specializált megközelítéseket igényel. Az egyedülálló nyomószilárdság (UCS) mérések közvetlenül meghatározzák az eszközök alkalmazhatóságát – a gránit (150–300 MPa UCS) lényegesen eltérő megoldásokat igényel, mint a homokkő (20–80 MPa UCS). A tűréshatárok tovább szűkítik a lehetőségeket: az 5 mm-nél kisebb méretbeli pontosság kizárja azokat az eszközöket, amelyek hajlamosak a deformációra vagy kinematikai instabilitásra.
A kőzet keménysége (UCS) és a tűréshatárok követelményei hogyan határozzák meg az eszközök alkalmazhatóságát
Az anyagok viselkedésének módja határozza meg, hogyan vágják őket. Amikor kemény anyagokkal, például bazalttal dolgozunk, amelyeknek magas az UCS-értékük, ezek a kőzetek mindenféle előre nem látható módon repednek meg, ha ütés éri őket. Ezért itt a gyémántos kopásos vágás bizonyult a legjobbnak, nem pedig a csapási szerszámokkal való egyszerű kalapálás, ha pontos méretek megtartását szeretnénk elérni. Ugyanakkor az extrém pontossági követelmények teljesítése is nagyon fontos. Az építészeti profilok esetében, ahol kb. ±0,5 mm-es pontosságra van szükség, a gépeknek rendkívül merev, stabil vágólapokra van szükségük, amelyek megtartják a pályájukat. A dobvágók ezt nem tudják biztosítani, mivel munkamódjuk a többpontos érintkezésen alapuló, ide-oda pattogás, ami miatt alkalmatlan ilyen nagy pontosságú feladatokra.
Miért elengedhetetlen a rezgésvezérlés és a vágásszélesség (kerf) állandósága az egy milliméternél finomabb pontosság eléréséhez?
A rezgések megfelelő kezelése döntően befolyásolja a pontos eredmények elérését. Amikor az oszcillációk amplitúdója meghaladja a 0,3 mm-t, apró repedéseket kezdenek okozni, amelyek gyengítik a szerkezetet. Ez különösen fontos például a teherhordó területeknél vagy azoknál a földrengés-ellenálló utólagos felszerelési réseknél, amelyeket beépítünk. A vágásszélesség (kerf) ±0,2 mm-es pontossággal történő fenntartása azt eredményezi, hogy a felületek egyszerűen „beakadnak” egymásba, így később nem szükséges plusz csiszolási munka. A fő cél itt mindenekelőtt a biztonság: ez vonatkozik mindazokra, akik segédvezetéki alagutak környezetében dolgoznak, előregyártott elemeket kapcsolnak össze, illetve olyan szerkezeti réseknél dolgoznak, ahol a mérnökök már a tervezés első napjától kezdve konkrét hézagengedélyeket építettek be a terveikbe.
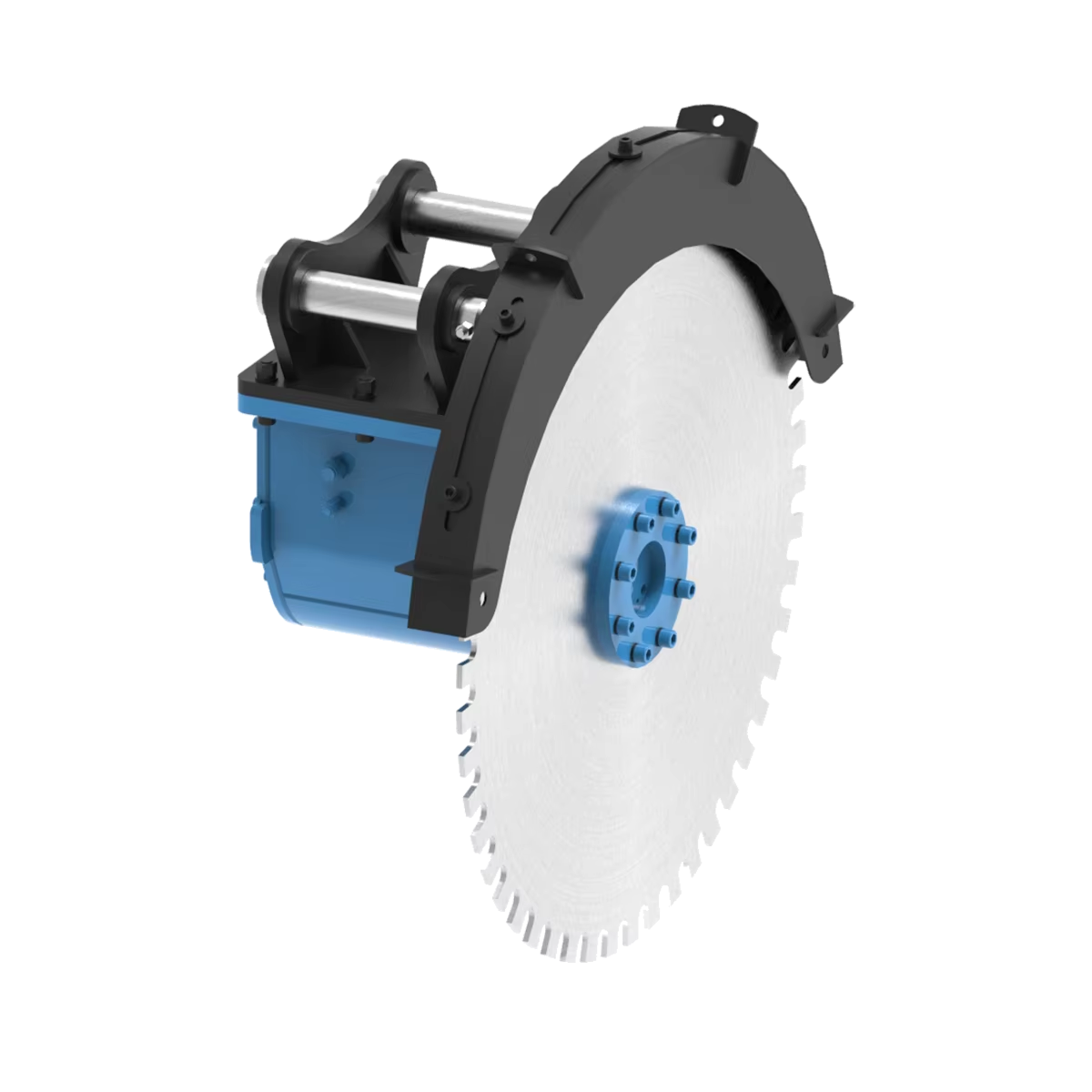
Kőfűrész-előnyök Nagyon pontos kővágás
Tisztán kialakított vágásszélesség (kerf) és minimális túlvágás a gyémántfűrészlap kinematikájának köszönhetően
Amikor kemény kőzeteken vágunk, a kőfűrészek speciálisan kialakított gyémántpengék segítségével akár almilliméteres pontosságot is elérhetnek. A folyamatos forgó mozgás tiszta vágásokat eredményez nagyon keskeny horpadásokkal, és szinte semmilyen felesleges töredezést nem okoz a szükségesnél. Ez különösen fontos olyan projekteknél, ahol szoros tűréshatárok (pl. ±2 mm) szükségesek. A gyémántpengék kiemelkednek az ütőszerszámokkal szemben, mert körülbelül 70 százalékkal kevesebb apró repedést okoznak a környező kőzetben. Ezt egy 2023-ban megjelent, a Nemzetközi Kőzetmechanikai Társaság szakemberei által készített tanulmány is megerősíti. Mi teszi ezeket a fűrészeket ennyire pontosakká? A válasz a pengék szabályozott előre-hátra mozgásában, a pengeszegmensek alakjában és az egész szerkezet merevségében rejlik, amely megakadályozza a véletlenszerű forgácsok repülését nehéz vágások során, például gránitban. Emellett a rezgések értéke 3,5 méter/másodperc² alatt marad, ami biztonságosan az ISO-szabványok által előírt határokon belül van a munkavállalók biztonsága és a környező építmények károsodás elleni védelme érdekében.
Kompakt szállító integráció és valós világbeli hatékonyságnövekedés
A gyártók jelenleg olyan kőfűrészeket kínálnak, amelyek közvetlenül csatlakoztathatók a helyszínen már meglévő szokásos berendezésekhez, például az ott található nagy, 20 tonnás rakodógépekhez, így nincs szükség további keretrendszerre vagy speciális járművekre. A kisebb helyigény miatt ezek a gépek bejuthatnak olyan szűk helyekre, ahol a hagyományos dobos vágók egyszerűen nem férnek el – gondoljunk például metróállomások falaira vagy keskeny segédvezetékek alagútjaira. Három nagy európai alagútfúrási projekt valós idejű tesztje során a munkások kb. 30%-kal gyorsabban fejezték be a feladatokat, mint a régi módszerekkel. Miért? Mert ezek az új rendszerek lehetővé teszik az operátorok számára, hogy azonnal állítsák a vágás mélységét és szögét, és a vízszintes pozíciótól egészen a 30 fokos dőlésszögig bármilyen szöget beállítsanak. A legtöbb kivitelező észreveszi, hogy berendezéseit jóval kevesebbszer kell áthelyezniük – kb. 25%-kal ritkábban –, mivel egyetlen áthaladással elvégezhető az, ami korábban több megállást igényelt. És amikor bonyolult görbékről vagy szokatlan formájú kőzetképződményekről van szó, a pontosság döntő jelentőségű. Itt akár 40%-kal kevesebb időt kell a későbbi javításokra fordítani, ami nagyobb projekteknél jelentős összeget jelent.
Dobos vágó valósága: ahol kimagasló – és ahol hiányzik a pontosság
Részleges mélységű vágás előnyei vs. a végső profilozási munkában jelen lévő belső tűréshatárok
A dobos vágókészülékek kiválóan alkalmazhatók részleges mélységű ásásra és nagyobb anyagdarabok eltávolítására, különösen városi környezetben, ahol a rezgések szintjét alacsonyan kell tartani. A 2024-es, az Underground Construction Association (Alagútépítési Szövetség) legfrissebb Terepi Hatékonysági Jelentése szerint ezek a gépek a talajrezgést 70–90 százalékkal csökkentik azokhoz képest a hagyományos hidraulikus törőberendezésekhez képest. Olyan anyagok – például mészkő vagy vasbeton – felszínének marásakor a dobos vágókészülékek óránként kb. 40–50 köbméteres sebességgel működnek, ami a jelenlegi piacon elérhető legjobb teljesítmények közé sorolja őket. Emellett a keletkező kőtörmelék olyan finom, hogy közvetlenül visszatölthető tömörítőanyagként, így nincs szükség további zúzásra vagy drága szállítási műveletekre. Azonban a végleges profilozásnál jelentkezik egy probléma: keményebb kőzeteknél, ahol a kőzet nyomószilárdsága meghaladja a 80 MPa-t, a vágások gyakran jelentősen eltérnek a megadott iránytól, gyakran túllépve a ±15 mm-es tűréshatárt. Ez elsősorban a karbid vágóhegyek idővel bekövetkező kopása, a dob saját deformációja, valamint a munkavégzés közben fellépő oldalirányú eszköznyomás miatt következik be. Ennek az inkonzisztenciának köszönhetően a dobos vágókészülékek nem alkalmasak például szerkezeti illesztésekre, sima, kifinomult felületekre vagy olyan projektekre, amelyek millimétertől is kisebb pontosságot igényelnek.
Hibrid munkafolyamat-stratégia: Dobos vágó kaszabolás + Kőfűrész szegélyezés optimális hatékonyság érdekében
Egyre több vállalkozó dönt ma ezen szakaszos hibrid megközelítés mellett, amely gyors munkavégzést és jó pontosságot egyaránt biztosít. A folyamatot a dobos vágógépek indítják, amelyek gyorsan eltávolítják az anyag kb. 80–90 százalékát. Ezek a gépek óránként kb. 25–40 köbméter anyagot tudnak feldolgozni közepesen kemény kőzet esetén. Kiválóan alkalmasak nagy mennyiségű anyag eltávolítására anélkül, hogy túlságosan megkopasztanák a drága gyémántszerszámokat. Ezt követően jönnek a kővágó fűrészgépek a finomító munkákhoz. Ezek a fűrészgépek speciálisan kalibrált gyémántpengékkel dolgoznak, így ±1 mm pontosságot érnek el, sima felületeket hoznak létre, és csökkentik a környező területek nem kívánt károsodását. A North American Tunneling Association (Észak-amerikai Alagútászati Szövetség) jelentései szerint ez a kétfokozatú módszer az egész projekt időtartamát kb. 30 százalékkal csökkenti, és a szerszámkiadásokat is kb. negyeddel csökkenti annál a megoldásnál, ha csak egyetlen típusú berendezést használnának az egész folyamat során. Mi is tapasztaltuk már ezt a gyakorlatban. A dupla fűrészrendszereket sikeresen alkalmazták több szeizmikus felújítási projektben is, ahol pontosan a szükséges méreteknek megfelelően tisztították meg a durva dobos vágás által kialakított árkokat, így gyorsabb eredményt és az építészek által valóban igényelt pontosságot egyaránt biztosítottak.
GYIK
Mi az egytengelyű nyomószilárdság (UCS), és miért fontos?
Az UCS a kőzetanyag szilárdságának értékelésére használt mérőszám. Hatással van a kővágáshoz alkalmazott eszközök kiválasztására, meghatározva azokat a módszereket, amelyek alkalmasak különböző keménységű anyagokra.
Miért fontos a rezgésvezérlés a precíziós kővágásnál?
A megfelelő rezgéskezelés elengedhetetlen a pontos eredmények eléréséhez, mivel a túlzott rezgések repedéseket és egyenetlenségeket okozhatnak a vágásokban, és így veszélyeztethetik a szerkezeti integritást.
Hogyan járulnak hozzá a kőfűrészek a nagy pontosságú kővágáshoz?
A kőfűrészek gyémánt pengéket használnak, amelyek alamilliméteres pontosságot biztosítanak, minimalizálják a vágási rés szélességét (kerf) és a túlvágást, így megőrzik a környező kőzet integritását.
Mik a dobos vágók korlátozásai a precíziós munkák során?
A dobos vágók általában alacsonyabb pontosságot nyújtanak a szerszámkopás és a lehajlás miatt, ezért kevésbé alkalmasak a végső profilozásra vagy a pontosságra fókuszáló projektekre.
Milyen előnyöket nyújt egy hibrid munkafolyamat, amely dobos vágószerszámot és kőfűrészet kombinál építési projektekben?
A hibrid megközelítés hatékony durva anyageltávolítást és pontos utómunkát biztosít, így időt takarít meg, és az eszközök költségeit összességében kb. 30%-kal csökkenti.
Tartalomjegyzék
- Pontos vágási követelmények megértése kemény kőzetek alkalmazásaiban
- Kőfűrész-előnyök Nagyon pontos kővágás
- Dobos vágó valósága: ahol kimagasló – és ahol hiányzik a pontosság
-
GYIK
- Mi az egytengelyű nyomószilárdság (UCS), és miért fontos?
- Miért fontos a rezgésvezérlés a precíziós kővágásnál?
- Hogyan járulnak hozzá a kőfűrészek a nagy pontosságú kővágáshoz?
- Mik a dobos vágók korlátozásai a precíziós munkák során?
- Milyen előnyöket nyújt egy hibrid munkafolyamat, amely dobos vágószerszámot és kőfűrészet kombinál építési projektekben?
